
Sợi carbon cắt ngắn là sợi carbon được cắt ngắn lại. Ở đây, sợi carbon chỉ trải qua sự thay đổi về hình thái, từ sợi carbon dạng filament thành sợi ngắn hơn, nhưng hiệu năng của sợi carbon cắt ngắn vẫn không thay đổi. Vậy tại sao người ta lại muốn cắt ngắn một sợi filament tốt như vậy?
Trước hết, chúng ta phải bắt đầu từ quá trình tạo hình vật liệu composite. Thông thường, sợi carbon được dệt thành vải sợi carbon hoặc làm thành vật liệu prepreg sợi carbon, sau đó thông qua các bước gia công tiếp theo...quy trình đúc khuôn, RTM, đóng gói chân không, ép nóng lon và các quy trình khácthành nhiều loại sản phẩm composite sợi carbon khác nhau. Tất nhiên, cũng có một số quy trình đúc không cần vật liệu trung gian, trực tiếp sử dụng sợi carbon để tạo hình, chẳng hạn như đúc kéo, đúc quấn, v.v.
Khi sợi carbon được dệt thành vải sợi carbon hoặc chế tạo thành vật liệu prepreg để sản xuất sản phẩm, nó có một nhược điểm tự nhiên là khó bám dính vào khuôn. Sự tồn tại của khuôn là để tạo hình cho vật liệu composite, khuôn có hình dạng như thế nào thì vật liệu composite cuối cùng cũng có hình dạng như thế nào. Tuy nhiên, nếu vải sợi carbon hoặc vật liệu prepreg không khớp với khuôn, hình dạng của vật liệu composite sẽ không khớp với hình dạng của khuôn. Ngoài ra, ở một số góc cạnh, vải sợi carbon dễ bị đứt gãy, tạo thành các lỗ rỗng cục bộ, cuối cùng dẫn đến sự suy giảm hiệu suất của sản phẩm composite sợi carbon.
Các sợi carbon bên trong vải sợi carbon hoặc vật liệu prepreg được liên kết chặt chẽ và khó di chuyển. Đặc biệt khi chịu áp lực, độ linh động của nhựa và sợi carbon rất kém, điều này cuối cùng sẽ gây khó khăn trong quá trình tạo hình hoặc làm giảm hiệu suất.
Chiều dài càng ngắn thì độ lưu thông càng tốt.sợi carbon cắt nhỏCần biết rằng ép phun là công nghệ được sử dụng rộng rãi và hoàn thiện nhất trong quy trình tạo hình nhựa. Nếu áp dụng vào sản xuất vật liệu composite, nó sẽ tạo ra một sự thay đổi mang tính cách mạng.
Tuy nhiên, chiều dài của sợi carbon cắt ngắn không thể giảm được, vì chiều dài của sợi carbon cắt ngắn càng ngắn thì liên kết giữa nhựa và sợi carbon sẽ càng yếu. Bởi vì liên kết giữa nhựa và sợi carbon tỷ lệ thuận với diện tích tiếp xúc giữa chúng, nếu chiều dài bị rút ngắn thì diện tích tiếp xúc chắc chắn sẽ giảm.
Ở đây nảy sinh một mâu thuẫn, đó là mâu thuẫn giữa hiệu suất của sợi ngắn và tính lưu động. Sợi càng dài thì càng khó phân tán, dễ bị rối, nhưng sự kết hợp giữa sợi và nhựa càng bền chắc, dẫn đến hiệu suất vật liệu composite càng cao. Sợi càng ngắn thì càng dễ phân tán, có độ chảy tốt, nhưng liên kết giữa sợi và nhựa lại hơi yếu. Làm thế nào để cân bằng mâu thuẫn này cần được nghiên cứu, thông thường người ta sử dụng hạt nhựa gia cường sợi carbon ngắn, với chiều dài từ 1-9mm.
Ngoài ra còn có một cách để tăng cường độ bám dính giữa sợi carbon và nhựa, đó là sử dụng chất hồ. Thông thường, chất hồ sẽ có sẵn trên bề mặt của sợi carbon.sợi carbonNhà máy này sử dụng chất kết dính để bảo vệ sợi carbon khỏi bị xơ trong quá trình đóng gói, vận chuyển và gia công, đồng thời dùng để kết hợp sợi carbon và nhựa, đóng vai trò tăng cường độ bền liên kết.
Tuy nhiên, chất định cỡ này về cơ bản dành cho nhựa nhiệt rắn. Hầu hết các loại nhựa dùng để sản xuất hạt nhựa đều là nhựa nhiệt dẻo, vì vậy cần phải điều chỉnh lại chất định cỡ. Một cách là đốt cháy chất định cỡ ban đầu và tạo một lớp chất định cỡ mới; cách khác là định cỡ lại dựa trên chất định cỡ ban đầu, gọi là định cỡ thứ cấp.
Ngoài việc sản xuất hạt nhựa dùng cho ép phun,sợi carbon cắt nhỏNó còn có các ứng dụng khác, chẳng hạn như được làm từ thảm sợi carbon hoặc giấy sợi carbon. Chiều dài sợi carbon cắt nhỏ cần thiết sẽ dài hơn chiều dài sợi cắt nhỏ dùng cho dạng hạt.
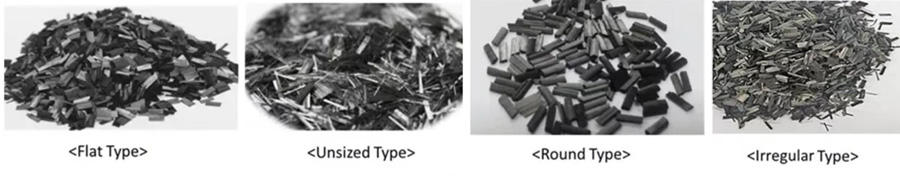
Ngoài ra, bên cạnh các sợi carbon được cắt vụn một cách ngẫu nhiên, còn có các sợi carbon cắt vụn được bó lại. Loại sợi ngắn này được cắt ngắn từ bó sợi carbon theo một kiểu nhất định đã được xác định trước, sau đó được cắt ra thành bó, chứa lượng nhựa nhiều hơn đáng kể so với các loại sợi ngắn khác.
Thời gian đăng bài: 08/10/2024



