Sợi roving trực tiếp dùng cho quá trình kéo sợi



Sợi roving trực tiếp dùng cho quá trình kéo sợi
Sợi roving trực tiếp dùng cho phương pháp kéo sợi tương thích với các loại nhựa polyester không bão hòa, vinyl ester, epoxy và phenolic.
Đặc trưng
●Hiệu suất xử lý tốt và độ nhiễu thấp
●Tương thích với nhiều hệ thống nhựa khác nhau
●Tính chất cơ học tốt
●Thấm ướt hoàn toàn và nhanh chóng
●Khả năng chống ăn mòn axit tuyệt vời

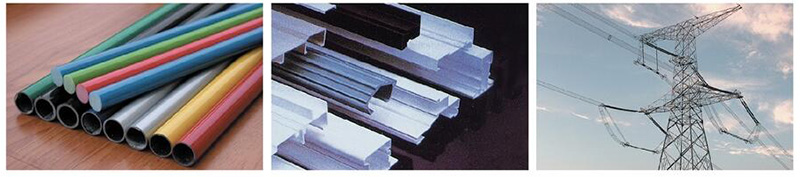
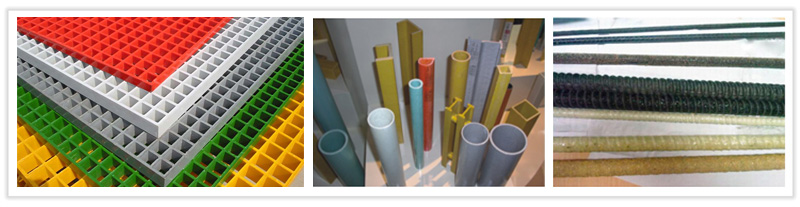
Ứng dụng:
Nó được sử dụng rộng rãi trong ngành xây dựng, viễn thông và công nghiệp vật liệu cách điện.
Các loại thanh định hình ép đùn dùng cho thiết bị thể thao ngoài trời, cáp quang, các loại thanh định hình khác nhau, v.v.
Danh sách sản phẩm
| Mục | Mật độ tuyến tính | Khả năng tương thích với nhựa | Đặc trưng | Mục đích sử dụng cuối cùng |
| BHP-01D | 300, 600, 1200 | VE | Tương thích với nhựa nền; Sản phẩm composite cuối cùng có độ bền kéo cao. | Được sử dụng để sản xuất cáp quang. |
| BHP-02D | 300-9600 | LÊN, VE, EP | Tương thích với nhựa nền; Thấm ướt nhanh; Sản phẩm composite có đặc tính cơ học tuyệt vời. | Được sử dụng để sản xuất các loại thanh định hình khác nhau. |
| BHP-03D | 1200-9600 | LÊN, VE, EP | Tương thích với nhựa; Sản phẩm composite có đặc tính cơ học tuyệt vời. | Được sử dụng để sản xuất các loại thanh định hình khác nhau. |
| BHP-04D | 1200,2400 | EP, Polyester | Sợi mềm; Ít xù lông; Tương thích với nhựa | Thích hợp trong sản xuất lưới đúc. |
| BHP-05D | 2400-9600 | LÊN, VE, EP | Đặc tính kéo, uốn và cắt tuyệt vời cho các sản phẩm composite | Các cấu hình kéo đùn hiệu suất cao |
| BHP-06D | 2400,4800,9600 | EP | Độ bền sợi cao, tính toàn vẹn và khả năng phân mảnh tốt, tương thích với nhựa epoxy, khả năng thấm ướt hoàn toàn và nhanh chóng trong nhựa, tính chất cơ học tốt, tính chất điện tuyệt vời của sản phẩm hoàn thiện. | thanh cách nhiệt và cột đỡ cách nhiệt |
| Nhận dạng | |||||||
| Loại kính | E | ||||||
| Di chuyển trực tiếp | R | ||||||
| Đường kính sợi, μm | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| Mật độ tuyến tính, tex | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| Thông số kỹ thuật | |||
| Mật độ tuyến tính (%) | Hàm lượng ẩm (%) | Kích thước Nội dung (%) | Độ bền đứt (N/Tex) |
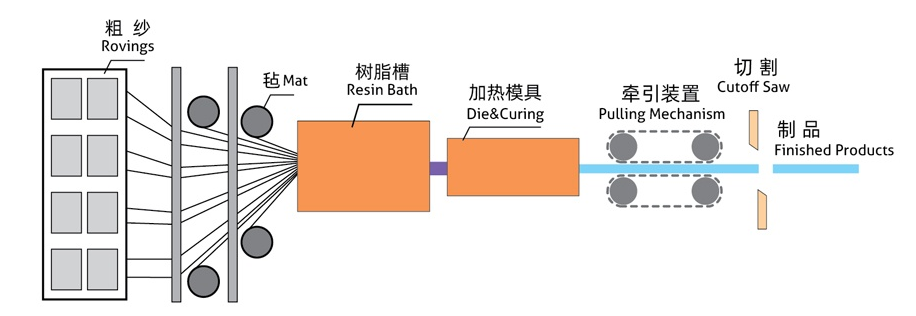
Quy trình kéo sợi
Các sợi thô, thảm hoặc các loại vải khác được kéo qua bể ngâm nhựa và sau đó vào khuôn được gia nhiệt bằng thiết bị kéo liên tục. Sản phẩm cuối cùng được tạo hình trong điều kiện nhiệt độ và áp suất cao.